The OGM Interactive Edition - Summer 2023 - Read Now!
View Past IssuesOUR GREAT MINDS
OUR GREAT MINDS
February 13, 2023
Pipelines, especially those of large diameter, can efficiently transport large volumes of liquids and gases over long distances. Operating over long distances through various landscapes, environments and conditions, pipelines can be subject to internal and external effects from numerous factors. Differences in height cause internal pressure fluctuations, while changes in temperature cause the pipe material to expand and contract; from these behaviors, pipelines are subjected to physical loads such as bending, shear, torsion and fatigue. At the same time, the inner walls of the pipes can be exposed to corrosion and chemical attack, depending on the chemicals involved in the media. Similarly, under conditions of inadequate protection, pipes are also subject to external corrosion.
These effects, acting alone or in combination, can cause damage to the pipe wall in the form of metal loss and eventually lead to through-wall defects, leading to leakage problems. Leaks can also have disastrous consequences, meaning shutdowns and environmental impact. For this reason, it is incumbent on facility owners and operators to take proactive precautions to prevent the worst from happening.
Belzona SuperWrap II is a pipe repair technology based on a polymer-based composite of epoxy resin and reinforcing fibers, using a wet-wrapping technique in which the resin-impregnated reinforcing fibers are wrapped directly around the pipe defect and cured.
Two material properties are key to the development of composite materials for the repair of wall thinning and leakage defects in pipes: mechanical strength and stiffness. Mechanical strength depends on the maximum tensile stress that a material can withstand without failure and is determined from its tensile strength. Stiffness, on the other hand, refers to the elastic deformation of a material when a force is applied and is defined by Young’s modulus (also known as tensile modulus or modulus of elasticity). In the case of polymeric composites, the mechanical strength and stiffness depend to a large extent on the properties of the reinforcing fiber. The resin is responsible for transferring the load between the reinforcing fibers. The success of a composite repair also depends on the adhesive strength of the resin, as it must be integrated with the pipe substrate.
In the development of the Belzona SuperWrap II, several combinations of resins and reinforcing fibers were considered. In the end, a two-component epoxy resin with 100% solids content, consisting of a phenolic novolac base (main agent) and an amine solidifier, was chosen. The main reason for this was the emphasis on the fact that epoxy resins can achieve better adhesion and mechanical strength compared to other functional polymer groups, including polyurethanes, methacrylates, alkyds, vinyl and polyesters. The possibility of forming highly cross-linked polymer matrices, which are the basis for excellent heat and chemical resistance, should also be supplemented as one of the reasons for concluding that phenolic novolac epoxy resins are the best choice.
In general, epoxy resins are slow to cure at low temperatures, but when heat is applied, the reaction is activated and the resin cures in a shorter time. Taking into account the temperature conditions at the time of application, which tend to be affected by climatic differences, two types of resin were initially developed (Belzona 1981 and Belzona 1982 resins), followed by Belzona 1983 resin with improved heat resistance (see Table 1). Today, three different types of resin are available, allowing the user to select the most suitable material depending on the temperature conditions.
| Belzona 1981 resin | Belzona 1982 resin | Belzona 1983 resin | |
| Application Temperature | 5~20°C | 20~40°C | 5~40°C |
| Max Service Temperature | 60°C | 80°C | 150°C |
The most suitable reinforcing fiber material was selected on the basis of the material’s mechanical strength and stiffness, as well as its workability (cutting, resin impregnation, on-site handling, etc.). After carefully considering all the pros and cons of each material, it was decided to use a hybrid fiber, a combination of carbon fiber and glass fiber, which is produced as Belzona 9381 to be an optimized reinforcement fiber sheet for Belzona SuperWrap II. Belzona 9381 reinforcing sheet has a two-layer construction, with carbon fiber on the front and glass fiber on the back, to maximize the benefits of both fibers and to achieve the most efficient distribution and arrangement in terms of physical properties and workability. This is because the glass fiber and epoxy resin layer are designed to act as an insulator to prevent corrosion currents from flowing through the conductive carbon fiber. The reinforcing fiber sheets are available in several different widths to accommodate different pipe diameters, with wider sheets being particularly useful for special geometries such as bends, tees, flanges, and reducers, as well as the walls and roofs of large storage tanks.
After the resin-impregnated reinforcing fibers have been wrapped around the pipe, a special consolidating film called Belzona 9382 is used to hold the repair in place until the resin has cured. Once the resin has cured, the film can be easily removed.
Image 2: Damaged pipeline after suffering from Corrosion Under Insulation (CUI)

Image 3: After rebuilding the pipe to the original profile using Belzona 1111, several wraps of Belzona 9381 were applied
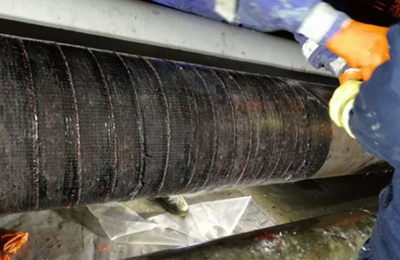
Image 4: The pipe repair before the removal of the release film

The Composite repair of pipework requires a high degree of reliability, especially in the case of high-pressure piping systems or for pipes carrying hazardous media. For this reason, rigorous third-party and in-house testing is carried out to demonstrate compliance with a series of requirements set out in ISO 24817 and ASME PCC-2. For the tests aimed at assessing the mechanical properties of the materials, plate specimens made of reinforcing fiber and each resin were used. On the other hand, in the pressure resistance test aimed at evaluating the durability of the system, a short pipe spool with pseudo-defects of the specified dimensions was repaired with the system, followed by a pressure resistance test for confirmation. A summary of each test is given in Table 2.
| Test items | Details | Test methods |
| Tensile properties | Tensile strength, tensile modulus, Poisson’s ratio, strain to failure | ISO 24817 – Annex B ASTM D3039 |
| Structural integrity | Wrapped pipe with defect to survive short-term pressure test | ISO 24817 – Annex C |
| Energy release rate | Toughness parameter for the repair/substrate interface | ISO 24817 – Annex D |
| Long-term strength | Long-term (creep rupture) strength of the repair | ISO 24817 – Annex E |
| Impact performance | Low velocity 5 J impact performance | ISO 24817 – Annex F |
| Thermal properties | Coefficient of thermal expansion | ISO 11359 |
| Glass transition temperature | ISO 11357-2 | |
| In-plane shear modulus | Shear modulus by V-Notched beam method | ASTM D5379 |
| Lap shear adhesion strength | < Short-term condition > Shear adhesion strength of resin bonded to the substrate | EN 1465 |
| < Long-term condition > Measurement of lap shear adhesion strength after 1000 hours of exposure to immersion | EN 1465 |
Table 3 shows some results of the physical property tests. In parentheses are the curing temperatures of the specimens.
| Test items | Belzona 1981 resin | Belzona 1982 resin | Belzona 1983 resin |
| Short-term lap shear strength | 15.5 MPa (20°C) | 15.0 MPa (80°C) | 11.2 MPa (150°C) |
| Long-term lap shear strength | 15.5 MPa (40°C) | 19.0 MPa (40°C) | 10.3 MPa (150°C) |
| Glass transition temperature | 90°C (60°C) | 115°C (80°C) | 188°C (150°C) |
| Young’s modulus | 38.8 GPa (20°C) | 38.6 GPa (20°C) | 36.9 GPa (150°C) |
| Thermal expansion coefficient | 9.44 x 10-6 /K | 11.26 x 10-6 /K | 9.40 x 10-6 /K (20°C) 5.19 x 10-6 /K (150°C) |
In the tensile shear bond strength test, the bond strength of the resins is measured in two ways 1) cured for 7 days at specified temperature conditions (short-term condition), and 2) immersion in water for 1000 hours at specified temperature conditions (long-term condition), both using carbon steel as the adherend. The comparison of the results of the low and high-temperature tests is intended to see the effect of temperature changes on the adhesive strength of the resins. All the results comply with the requirements of ISO 24817 in two respects:
(a) The tensile shear bond strength of each resin is >5 MPa for short- and long-term conditions
(b) For each resin, the long-term values are at least 30% of the short-term values
The glass transition temperature (Tg) is the temperature at which a polymer material begins to soften as it is heated. It is a common phenomenon for thermoplastics and its value is often referred to in assessing the thermal properties and thermal resistance of resin-based repair techniques. When the resin is heated while it is curing, the density of the cross-linking increases and the glass transition temperature rises. When Belzona 1981 resin is cured at 60°C, Belzona 1982 resin at 80°C and Belzona 1983 resin at 150°C, the glass transition temperatures are 90°C, 115°C and 188°C respectively (see Table 3).
Piping systems under pressure are subject to the Poisson effect. Due to the circumferential stresses occurring inside the pipe, the diameter of the pipe increases slightly, but at the same time there is a contraction in the axial direction and the pipe becomes shorter. Therefore, a Poisson’s ratio close to the value of the pipe is required for the composites to be a suitable material to restore the mechanical strength of the pipelines. The Poisson’s ratio of the Belzona SuperWrap II material is close enough to that of steel. This means that when a typical steel pipe is subjected to compressive or tensile loads, the accompanying SuperWrap II repair reacts similarly to the base metal.
Image 5: Belzona SuperWrap II being applied

Young’s modulus (tensile modulus) is a measure of the stiffness of a material, and the SuperWrap II materials have a high Young’s modulus of 37-39 GPa, meaning that the repair will have good stiffness and bending moment. From a practical point of view, when assessing the performance of a composite pipe repair, it is reported that a standard modulus of elasticity of 6,895 MPa or higher is desirable,3 and the values of SuperWrap II materials are well above this. On the other hand, considering that Young’s modulus of ordinary steel is about 200 GPa, SuperWrap II materials, which have about one-fifth, are far more elastic than steel, and in this sense, it can be said that SuperWrap II repair has excellent elasticity and can easily follow the movement of the base metal.
The thermal expansion coefficient of a solid material indicates the extent to which its length and volume change when subjected to a change in temperature under constant pressure conditions. Piping, which is subjected to a variety of operating conditions, generally undergoes repeated expansion and contraction as a result of temperature changes. Therefore, composite materials used to restore the mechanical strength of pipe materials must also be able to cope with the thermal strain. The linear expansion coefficient of Belzona SuperWrap II materials cured at ambient temperature is between 9.40 and 11.26 x 10-6 /K, which is close to that of ordinary steel (11-12.5 x 10-6 /K).4 This means that the stress effect (thermal strain) on the adhered surface caused by the difference in thermal expansion between the composite materials and the base metal is minimal.
Table 4 shows the conditions for durability testing of the SuperWrap II composite materials.
| Test items | Belzona 1981 resin | Belzona 1982 resin | Belzona 1983 resin |
| Short-term survival | 39.2 MPa | 39.2 MPa | 28.4 MPa |
| Long-term survival | 60.0 MPa | 60.0 MPa | 36.0 MPa |
| Impact | 5 J | 5 J | 5 J |
The short-term pressure test evaluates the performance of Belzona SuperWrap II against wall-thinning defects (no penetration). The objective is to determine the maximum level of wall thinning that can be repaired. The test is carried out on a short carbon steel spool with a pseudo-defect (wall loss) of a specified size. The repair is designed to restore the yield strength of the original pipe wall. The test pressure was calculated as the yield pressure of the test spool in its original sound condition (test pressures indicated in Table 4). The difference in test pressure between the Belzona 1981/1982 resins and Belzona 1983 resin is due to the different test spools used. All the resins passed the test and the results demonstrate that the repair conforms to the design specification and is able to restore the durability of the pipe material.
The long-term pressure test also evaluates the performance of Belzona SuperWrap II against thin-wall defects. Here, the durability of the repair is assessed after 1,000 hours of sustained loading by maintaining the pipe internal pressure at a constant level (test pressures indicated in Table 4). As a result, no cracks, delamination, or any other degradation was observed and the test has therefore been deemed a pass.
The impact endurance test examines the effect on the repair of a low velocity 5 J impact, simulating a tool drop such as a spanner being dropped on the repair. The objective of this test is to determine the minimum thickness of the repair layer where external impact is concerned. In accordance with ISO 24817 Annex F, an impact of 5 J was applied to the pipe repair by dropping a weight from a height of 1 m, followed by a pressure test. The results showed that there was no difference between the measured and calculated energy release rates, and it was concluded that this level of impact did not affect the integrity of the SuperWrap II repair system.
Image 6: A Belzona SuperWrap II application before being overcoated with Belzona 5811 (Immersion Grade) for extra protection

The repair design of Belzona SuperWrap II is determined by strength calculations based on actual defective conditions of pipes in accordance with the ISO/ASME standards, which also take into account factors such as surface preparation method, pipe geometry, environmental conditions,
operational/design pressures, etc. The repair is then carried out following the design, but there are certain conditions that must be adhered to during the application.
Firstly, to ensure the quality of the work, all Belzona SuperWrap II installers are required to attend and pass a validated training course. The course includes a practical test (as well as a theory exam), in which participants are asked to repair a pipe spool with a simulated defect, which must then pass a certain pressure test.
As a strict rule, a compliant repair must always be conducted by trained installers. The ISO/ASME standards define repair classes from class 1 to class 3. Class 1 is for low specification duties with the least critical conditions such as the pressure of <2 MPa and temperature of <40°C and since this is for systems that do not relate directly to personnel safety the repair jobs can be handled by installers alone. Classes 2 and 3, however, involve more critical scenarios, for example, higher pressure and temperature conditions as well as systems transporting hazardous fluids; in those cases therefore the work must be supervised by a certified supervisor who has completed a higher level of training. Periodic annual renewal of qualifications is also compulsory for the installers and supervisors to ensure that they maintain and improve their skills after certification.
All the inspection results, including environmental measurements, surface roughness achieved by surface preparation conducted, batch numbers of products used, and resulting repair thickness, are recorded in the QA/QC documents of each project. And this will be collected on all projects, including information on who the installer/supervisor is involved.
After use in service, Belzona SuperWrap II repairs can be revalidated or decommissioned upon reaching its design lifetime, depending on the decision made by the asset owner.
Belzona SuperWrap II repair solution is available worldwide through the network of Belzona International Distributors, and the applications can be carried out by trained and validated personnel from third parties as long as they fulfill the prerequisites. By allowing the asset owner to choose who would carry out the design and also who would apply the wraps on-site (as long as those parties are qualified as per the standard), the operator has the flexibility to appoint the contractors best suited, depending on the specific requirements of a project.
Did you enjoy this article?
You May Also Enjoy...
 ELECTRIC VEHICLE FACTORY IN ONTARIO: $Multibillion Mega-Project
ELECTRIC VEHICLE FACTORY IN ONTARIO: $Multibillion Mega-Project World’s largest electric crane: First parts revealed
World’s largest electric crane: First parts revealed The Hurricane, Volvo Penta, and the Importance of Power Generation
The Hurricane, Volvo Penta, and the Importance of Power Generation G-TEC Air Compressor workstation is industry game-changer
G-TEC Air Compressor workstation is industry game-changer Blackline Safety Secures $2.7 Million Contract, Disrupting Industry with Cutting-Edge Safety Technology
Blackline Safety Secures $2.7 Million Contract, Disrupting Industry with Cutting-Edge Safety Technology